Induktioun Léckmolekopere mat IGBT High Frequency Heating Units
Objektiv Loutung vun zwee Kupferleitungen op virinstalléiert Tiermchen op enger Kupferbussbar
Material Lodder Taucht Kupfer / Nickel Buss Bar, 2 Zinnstrengeg Kupfer Drahter, Lötstab
Temperatur 446 ° F (230 ° C)
Frequenz 230 kHz
Ausrüstung • DW-UHF-6kW Induktioun Heizungssystem, ausgestatt mat engem Remote Workhead mat engem 1.2μF Kondensator.
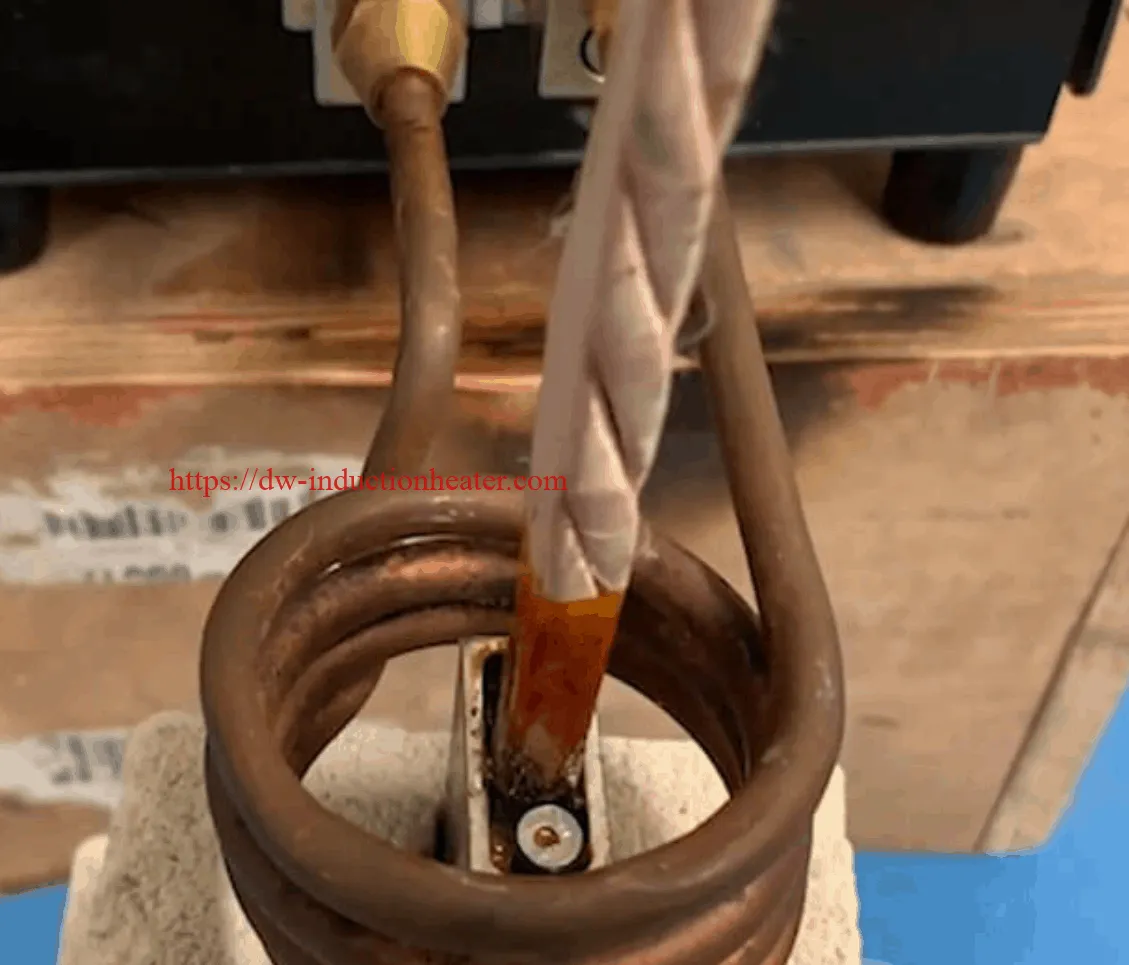
• Eng Induktioun Heizspiral speziell entwéckelt fir dës Applikatioun entwéckelt.
Prozess Eng véier Dréiung gespléckt Helical Spule gëtt benotzt fir d'Buss Bar Versammlung ze loden. Déi 2 Kupferleitungen ginn op d'Turmter ugewannt a Kraaft gëtt fir 30 Sekonnen applizéiert. De Läschstab gëtt mat der Hand op déi erhëtzt Deeler gefüttert an d'Léisung fléisst gläichméisseg a schaaft de Gelenk.
Resultater / Virdeeler Induktioun Erhuelung:
• reduzéiert Lötzäit
• Even Verdeelung vun Heizung
• Zesumme mam gemeinsame Konsequenz


