Induktiounsoberfläche härtend Stahlpassung
description
Induktiounsoberflächenhärtend Stahlpassung op 1600 ºF (871 ºC) fir eng Härtungsapplikatioun
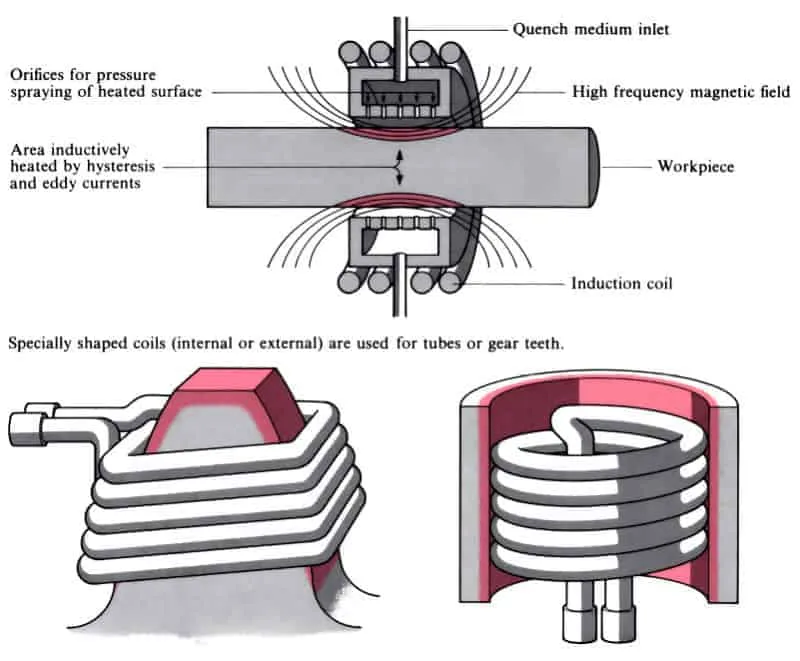
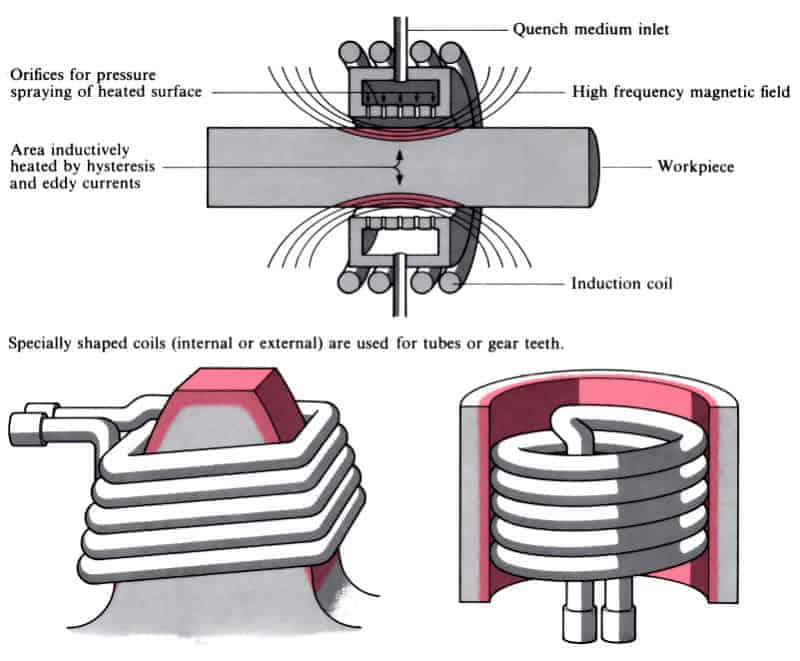
Induktiounsoberflächenhärtend Stahlpassung fir e fabrizéierten Deelerhersteller gëtt normalerweis duerch Induktionsheizung ausgeführt. Déi wichtegst technesch Parameter sinn Uewerflächenhaart, lokal Härkeet an effektiv gehärt Schichtendéift.

Material: Stol Armaturen (0.75 "/ 19mm Duerchmiesser)
Temperatur: 1600 ° F (871 ° C)
Frequenz: 368 kHz
Ausrüstung:
-DW-UHF-10kW Induktioun Heizungssystem equipéiert mat enger Fernheizstatioun mat zwee 1.0 μF Kondensater
-Eng Dräi-Tour Pancake Helical Induktioun Heizspiral speziell entwéckelt fir dës Applikatioun entwéckelt
d' Induktioun Heiz coil design aktivéiert deen Deel an d'Heizspiral vun ënnen erop ze hiewen. Den Design gouf och gemaach fir ze garantéieren datt et gutt am aktuelle Setup vum Client funktionnéiert. Éischt Tester stattfonnt mat temperaturindikéierende Faarwen fir d'Uniformitéit vum Heizmuster an d'Heizgeschwindegkeet ze evaluéieren. Mat engem gudden Erhëtzungsmuster erreecht goufe Proben an Zäitintervalle vun 1.0, 1.25 an 1.5 Sekonnen veraarbecht. D'Echantillon goufen an eng Waasserläschung no Heizung fale gelooss fir den Härtungsprozess ofzeschléissen.

Resultater / Virdeeler
Geschwindegkeet: De Montage gouf a gutt ënner zwou Sekonnen erhëtzt
Effizienz: Induktioun benotzt manner Energie wéi kompetitiv Heizungsmethoden
Footprint / Design: Induktioun ka realiséiert ginn wärend de bescheidenen Terrain ass, plus de Spiralentwurf passt an der operationeller Arrangement vum Client