Brazing Copper Tubing mat Induktioun
description
Zil
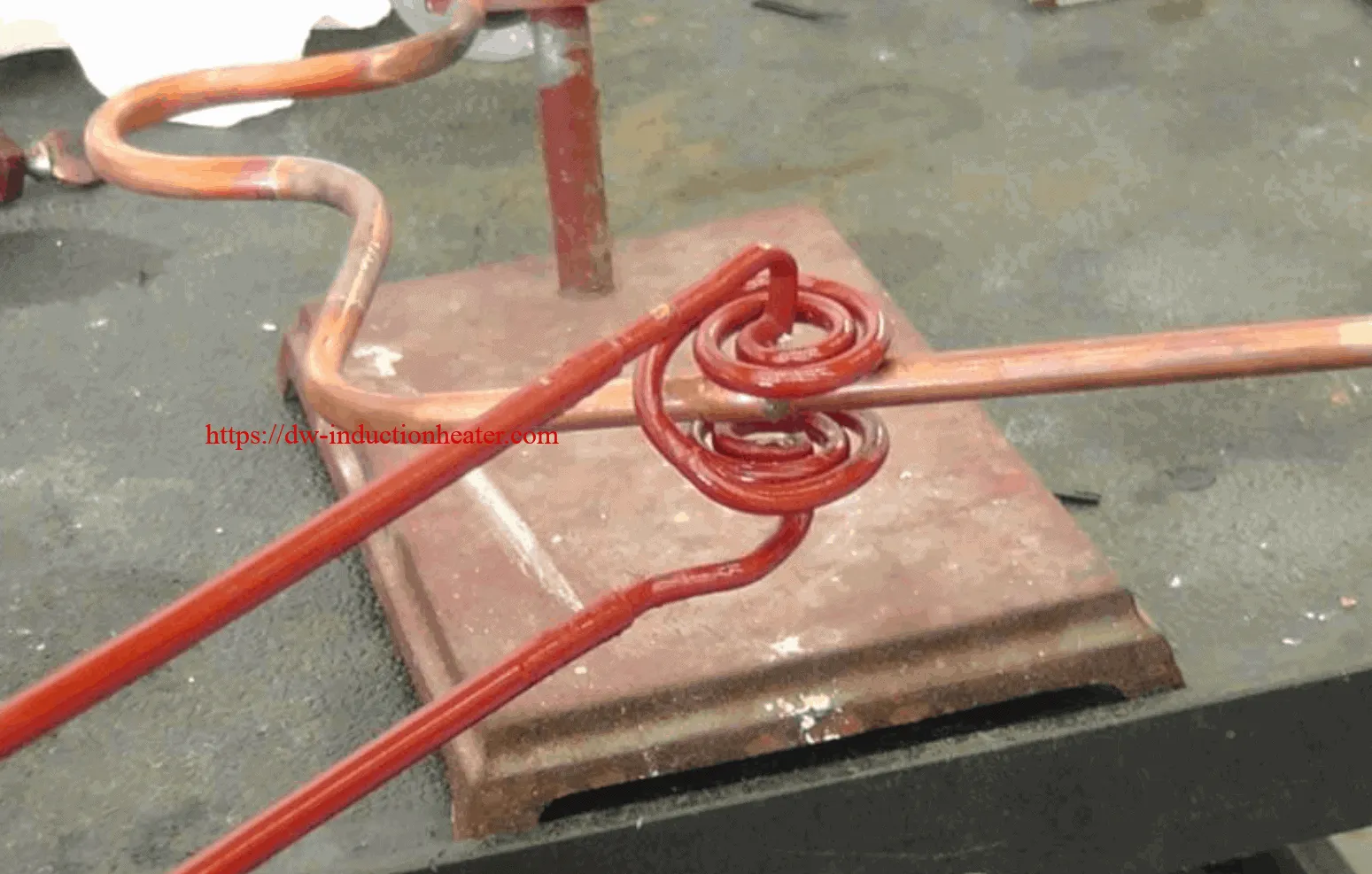
Demonstratioun Induktioun brazing Kupfer-Réier a Lötzeit mam DW-UHF-10 kW System a verfügbare Spalt Labsspiral

Equipment
DW-UHF-10KW Induktiounslodding Maschinn
Material
• Kupfer Tubing - Saugröhre
• Braze Paste
Schlësselparameter
Leeschtung: 10 kW
Temperatur: Ongeféier 1500 ° F (815 ° C)
Zäit: 5 - 5.2 Sek

Prozess:
Well nëmmen eng Versammlung fir den Test geliwwert gouf, hu mir eng Testbelaaschtung mat enger schwéier Mauer 5/16 ”Kupfer-Réier ageriicht wéi eng Röhre déi aner op engem geformten oppene Flangeend ugeholl hunn. Hëtztzäit gouf geschat baséiert op der Benotzung vun tempilaque Faarwen fir d'Temperatur unzeginn. Den Testversammlung, (gefollegt vun de geliwwerten Komponenten) goufe mat enger Beschichtung vun 505 Legierungslodepaste versammelt an an de Labo Testspole pro opgeblosen Fotoe geluecht) E Wärmecyklus 5 - 5.2 Sekonne gouf fonnt fir d'Legierung ze fléissen an de Gelenk ze maachen An.

Resultater / Virdeeler:
- Wéi bewisen, den DW-UHF Modell Induktiounslodding System ass fäeg déi gréissten a klengste Röhre zu Röhre Sektiounen ze heizen fir e geschweedegt Gelenk ze kompletéieren. Wärmzäiten mat enger verfügbaren Testspiral si bannent de Produktiounshëtzzäit Erwaardunge vun Electrolux erfuerderlech.
- HLQ erfuerdert eng voll Versammlung fir d'Iwwerpréiwung fir den endgültege Spireldesign z'entwéckelen deen all 12 Gelenker uginn, déi op Ärer Layoutfoto uginn. Et ass néideg ze wëssen an d'Lächer ze gesinn tëscht de Röhrenverbindunge fir ze léisen an der Stahlkompressorsektioun fir ze versécheren datt de Stahlgehäuse net beaflosst gëtt duerch dat entstinn RF-Feld dat bei der Belaaschtungsspiral entstanen ass. Dësen endgültegen Design kann d'Additioun vu Ferritmaterialien an der Spule erfuerderen déi de RF Feld op d'Kupferleit fokusséieren an net op de Stahlgehäuse.
- Éischt Tester goufen op der DW-UHF-10kW ofgeschloss mat enger verfügbaren Labo Spule. D'Produktiounsspiral gëtt an engem net-féierende Gehäuse enthale gelooss, deen de Bedreiwer erlaabt et ze benotze fir d'Spule géint d'Kupferleitungen ze lokaliséieren fir eng korrekt a positiv Heizungsplaz fir de Läscheprozess. De Produktiounsspiral Design wäert méi kuerz Leitunge wéi d'Testspiral integréieren a sou konfiguréiert sinn datt d'Hëtzzyklen verbessert ginn (méi kuerz Hëtzzäiten).