Induktioun Erhëtzung de Formelkatheter Tip Bei IGBT High Frequency Heating Units
Zil Heizt eng waassgekillte Stahldorn op 700 ° F (371ºC) fir en héichwäertege Teflonkatheter Tipp ze bilden.
Material Tflon-Katheter-Schlauch, Dornbauaarbecht
Temperatur 600-700 ° F (315-371 ° C)
Frequenz 376 kHz
Ausrüstung • DW-UHF-6 kW Induktioun Heizungssystem, ausgestatt mat engem Remote Workhead mat engem 0.66μF Kondensator.
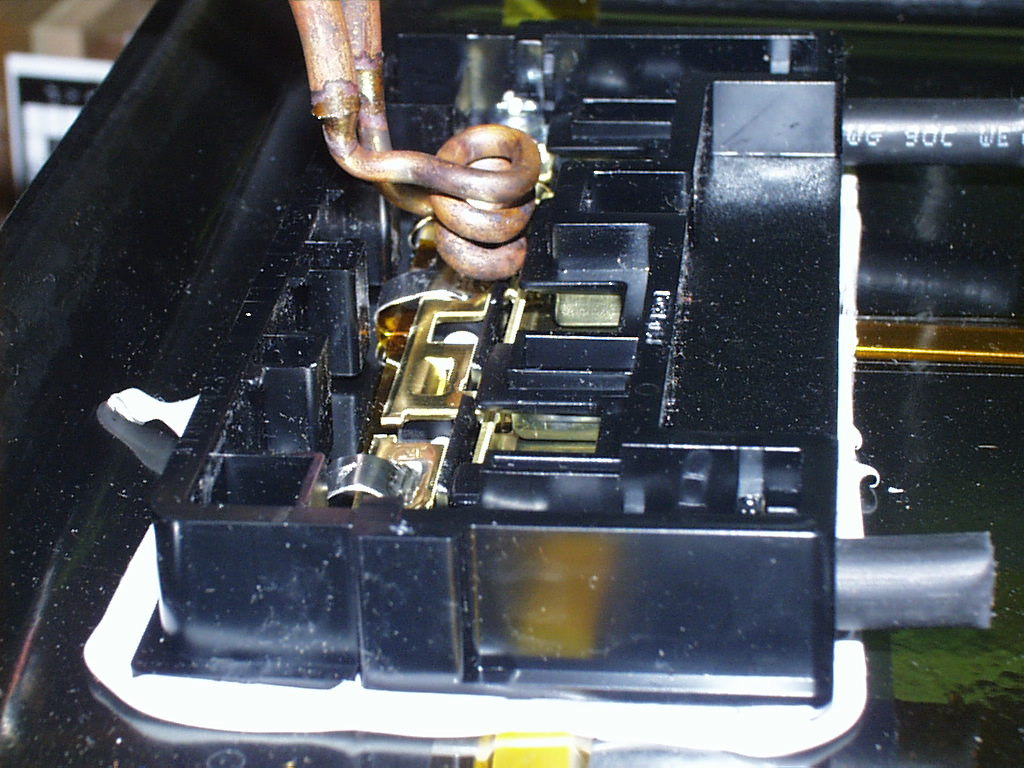
• Eng Induktioun Heizspiral speziell entwéckelt fir dës Applikatioun entwéckelt.
Prozess Eng Zwee Dréiungsspiral gëtt benotzt fir de Stoldorn op 660ºF (371ºC) an 2.7 Sekonnen ze hëtzen. Fir de Katheter Tipp ze bilden, gëtt RF Kraaft applizéiert wärend de Katheter iwwer dem Dorn gehal gëtt. D'Schlauch gëtt dann op den Dorn gedréckt fir e konsequenten, souguer Spëtz ze bilden.
Resultater / Virdeeler Induktioun Erhuelung:
• Precise, wiederholbare Applikatioun vun Hëtzt
• net kontakéiert Heizung
• méi schneller Zyklus