Zil
Zu gläichzäiteg Héichfrequenz Induktioun Soldering Brass Tubessolder zu enger Messing Waassermantelversammlung mat Induktiounsheizung.

Equipment
DW-HF-15KW Induktioun Heizmaschinn

Schlësselparameter
Leeschtung: 5 kW
Temperatur: 424 ° F (217 ° C)
Zäit: 10 Sekonnen bis d'Legierung fléisst; 15 Sekonnen fir d'Legierung z'erreechen fir souguer ronderëm de Rouer eraus ze kommen.

TEST 1
Material
• Brass Waasserjacketversammlung
• Bläifräi solderlegierung
• Déngscht Paste Solde Flux

TEST 2
Material
• Brass Waasserjacketversammlung
• Bläifräi solderlegierung
• Déngscht Paste Solde Flux

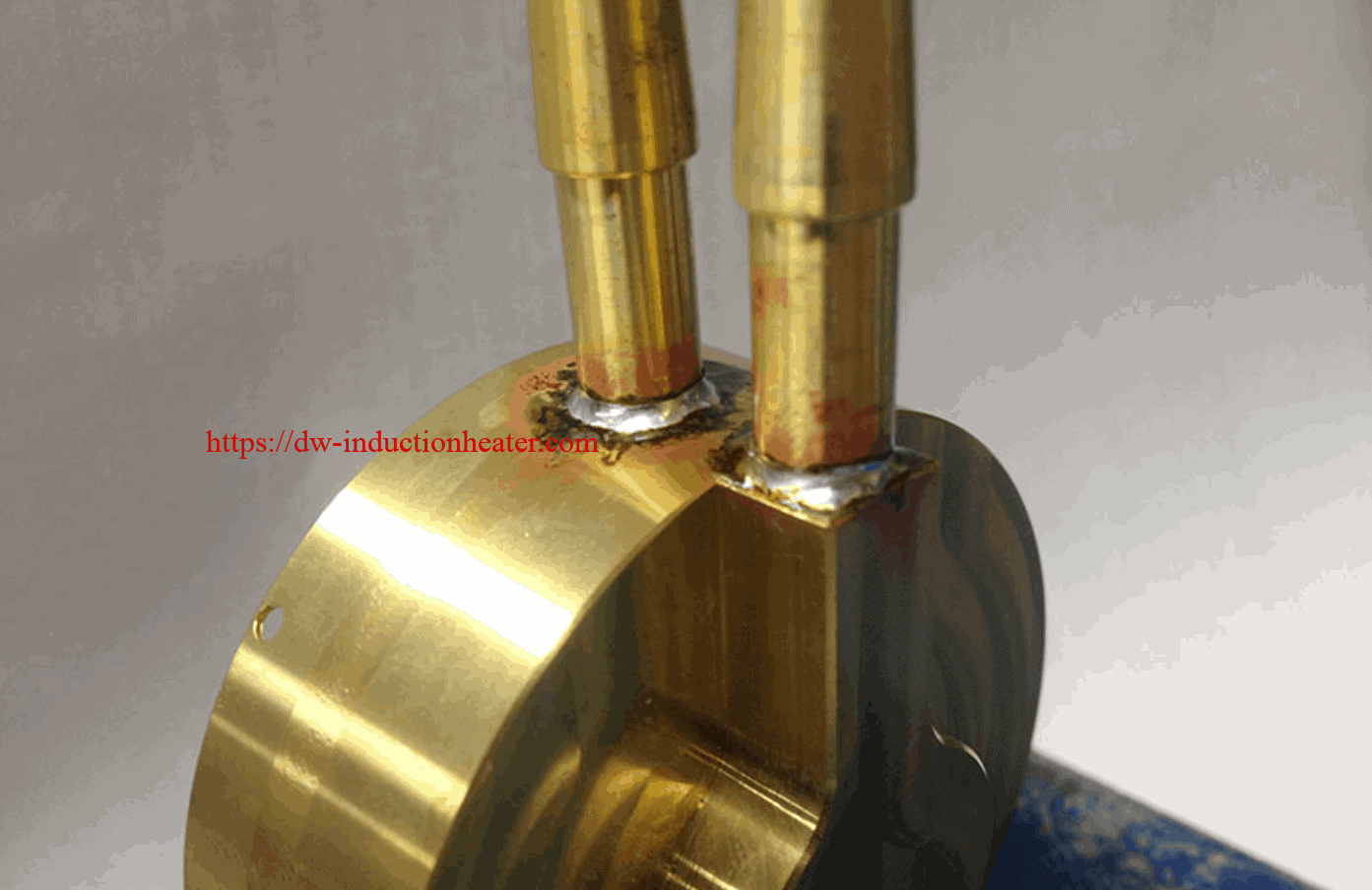
Resultater:
Brass Inlet / Outlet-Réier goufen erfollegräich an d'Massversammlung matgemaach InduktiounAn. D'Stéck muss esou positionéiert ginn datt de Rouer no um Enn vun der Spiral läit. D'Solde solder an der dënnter Mauer vun der Versammlung erreecht d'Lödttemperatur an 10 Sekonnen. Déi zweet Lodderverbindung wäert d'Lödttemperatur am Duerchschnëtt 10 Sekonne méi spéit erreechen (15 Sekonnen am Ganzen). Eng zousätzlech 5 Sekonnen Heizung kéint néideg sinn fir datt d'Lodung gleichméisseg ronderëm d'Réier ze fléien ass fir d'endgülteg Qualitéit an d'Erscheinung ze verbesseren.